Врезка под давлением в трубопровод должна проводиться только после того, как будет приварен вентиль для врезки под давлением к трубе.
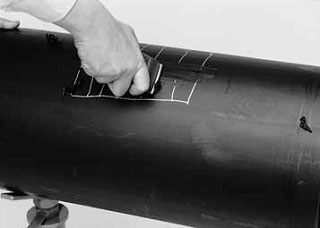
Для этого необходимо провести все подготовительные мероприятия по подготовке поверхности трубы к предстоящей сварке:
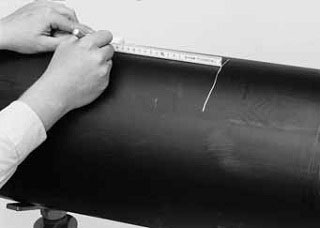
— сначала отмечается место установки вентиля на трубе, рекомендуется отметить место приварки светлым маркером, который будет хорошо виден на черной трубе;